@Arnold嗨,阿诺德,我想只是张贴所有的模组和方法,允许这个负担得起的打印机疯狂的准确性从悬臂式打印机。印刷速度的增长是疯狂的!
我想我必须提供一点背景来理解这个项目的蜗牛般的速度。
14年前的一场车祸彻底改变了我的生活,许多医生说我再也不能工作了。但正如我们人类所做的那样,我们能够生存、适应,如果激情足够强烈,我们有时会在一天中花几个小时克服自己的残疾。我的一天被分解成三到四个半小时的垂直冥想,其余的有意识时间是水平冥想,以减轻软组织损伤对我脊椎长度的影响。有时候我很幸运能有更多的时间来思考过去的痛苦,但这样的日子很少。
这个mod项目开始与一个强大的z轴加强筋,它必须是螺栓上,易于安装。我的z轴是实心的,现在最薄弱的环节是所有东西都连接在不锈钢底座上,但我也有一个解决方案。z轴模肯定改善了打印质量,但不足以满足我。
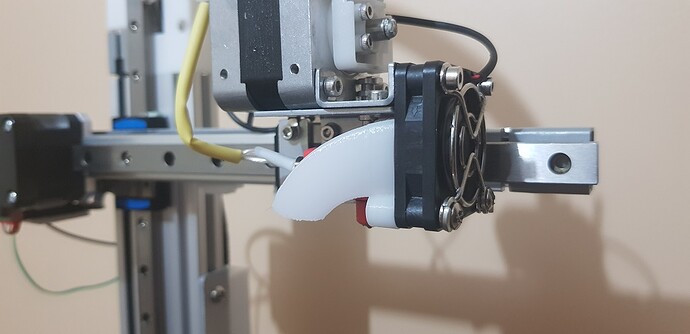
我的注意力集中在y轴结构上。创建了四种更多的MOD,并且可达到更高的打印质量和更高的打印速度。但再次,我并不是完全幸福。我已经知道挤出机马达太热,并且是两阶段步进,它必须旋转远远超过四相以实现相同的移动。我以为我应该向这一点发布我的调查结果,以帮助他们的打印机困境,开始组织Mod和文件方法/程序,但疼痛很快就会入侵......没有足够的分散疼痛。专注于挤出机设置让我回到较小的疼痛区域,因此我处理轴向扭矩和过热挤出机电动机。摇滚固体电机支架,WaaAay较少,扭矩更加扭伤...优异。甚至更高的打印速度,这是我通过90mm /秒限制的地方,打印更快的印刷质量损失。表面伪影基本上在此时下降,但是尤其觉得我可以解决和解决。
在这个项目的这一点上,我已经投入了大量的时间来创建/工程解决方案的这个小打印机有这么大的潜力,而忘记了作为一个残疾人迫切需要更好的生活质量,我的财务稳定的成本。这个项目让我少了很多痛苦,我已经对产品开发和原型设计上瘾了。所以,你也能想象,这里什么也做不了!
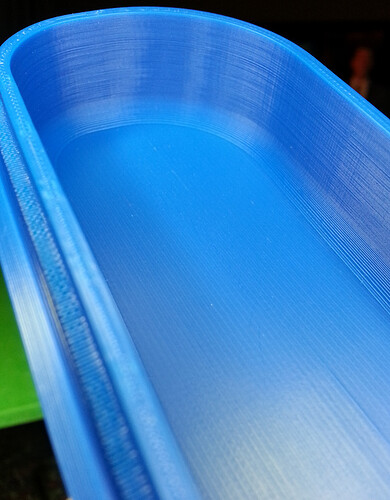
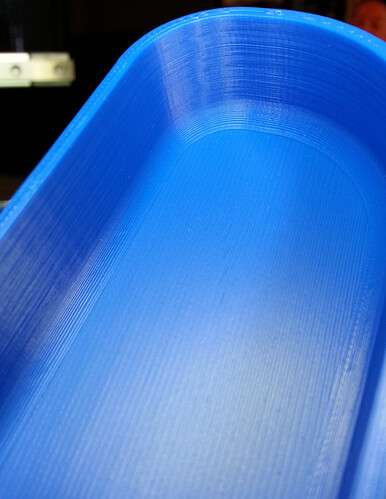
我有点偶然发现了挤出机设置中的下一个mod,但哇......我的意思是双哇......质量印刷就是你在我发布的照片中看到的。我很高兴吗?......我是Frickin'Bouncin'-off-Walls Happy !!也许我可以雇用一个快乐的管家!
所以在这里,我有一堆让打印机唱歌的插件,害怕下一步,因为这个发布过程将带走分心,让我从痛苦中获得自由。
Is there more to create/engineer and solve… yes, the heat-zone is too long, I’d like at least 12mm’s of sequential printing, a reliable automatic bed leveler, an electronics hat that does not trap heat, reliable flexible filament printing, an alignment jig for x/y/z…etc etc … I have many on the list! Do I already have solutions… yes. Do I have freedom from the box-of-pain… only when I’m in the engineering and/or creation mode.
在我发布mod包后不久,我就停止了其他mod的开发。我正在以最快的速度清理原型并获得一些文档。
欢呼,
布兰特