









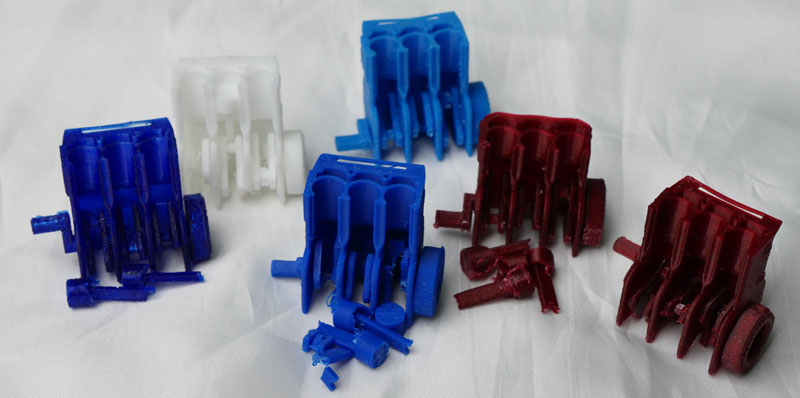
Youtube作者Sunshine创建了一个print-in-place引擎作为3d打印机的基准。
https://www.thingiverse.com/thing:4575774
这是一个非常具有挑战性的基准模型,因为它有一个非常小的规模和设计有严格的容忍度。支架设计在模型中,难以打印。
我们一拿到STL文件就试着打印,但是打印失败了。由于用力过大,发动机无法移动或活塞断裂。
优化过程
要解决公差问题,最直接的方法是转到UP Studio 3中的“公差”选项。
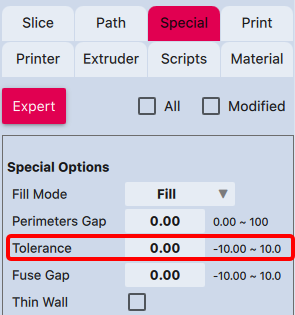
增加正值将扩大周长,增加负值将缩小周长,从而提供更多的空间。但是,在这种情况下,不能使用公差选项,因为模型太小,没有空间给出,任何低于-0.01mm的值都会导致刀轨断裂,-0.01mm太小,不会产生任何影响。所以我们必须使用其他设置来提高容忍度。
我们可以使用的另一个选项是线条宽度选项。线条越细,印刷品的“分辨率”就越高,因此零件结构的再现也就越精确。这就是为什么较小的喷嘴可以打印更多的细节,因为它们可以用较细的线打印(打印线比喷嘴直径细通常会导致打印质量差)。
然而,这个模型是设计使用0.4毫米喷嘴,所以我们必须遵循原来的硬件设置。我们尝试了几种不同的线宽设置,发现0.45毫米线宽是一个理想值。结果打印成为功能,但需要大量的初始力,并有相当多的摩擦,在运动的轴。
在测试过程中,我们还注意到活塞和气缸之间有许多小的连接,这些连接不利于活塞的运动。我们怀疑连接是由于挤压件上的接缝和喷嘴划伤零件造成的。
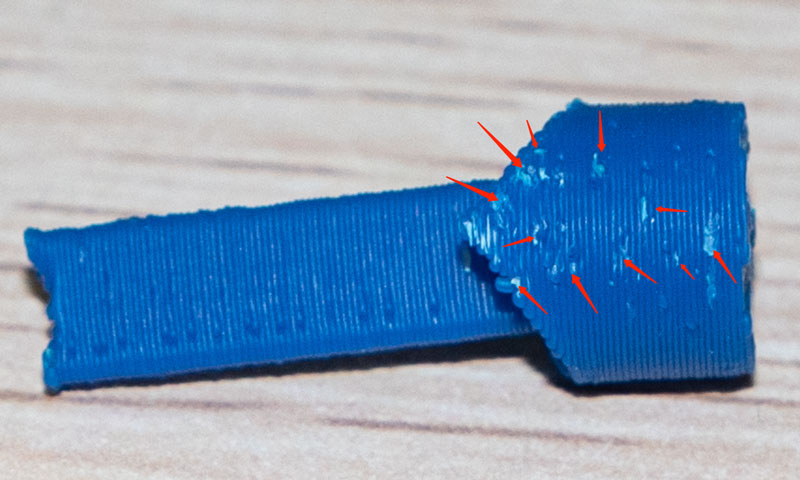
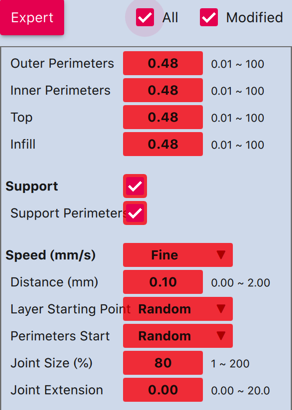
然后测试以下设置。
- 图层起点:随机
- 周长开始:随机
- 接头尺寸:80%
- 交叉口:无
- 关节延伸:0
- Z跳=0.1mm
随机设置确保没有接缝聚合。使用更大的接头尺寸和无接头交叉,以防止在接缝处过度挤压。Z-hop有助于减少喷嘴划伤零件。
在加入焊缝相关设置后,最终效果令人满意。发动机转动起来容易多了。我们已经测试了PLA,ABS和ABS+材料,在优化的设置下都工作得很好。
所有修改的设置:
支持编辑(可选)
最后在底部增加少量的支撑和筏板,以提高基础的稳定性。为此:
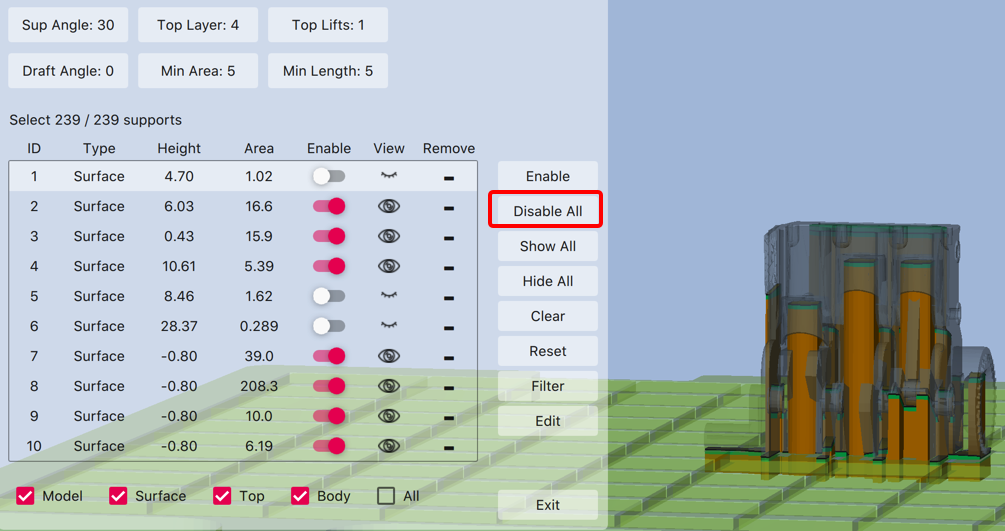
1打开支持编辑器并禁用所有支持。
2从Z轴范围0-2.2mm打开支架过滤器和过滤器支架
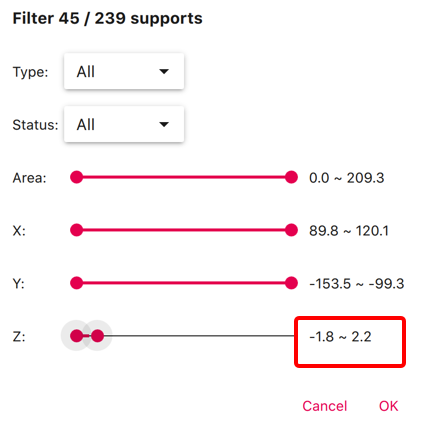
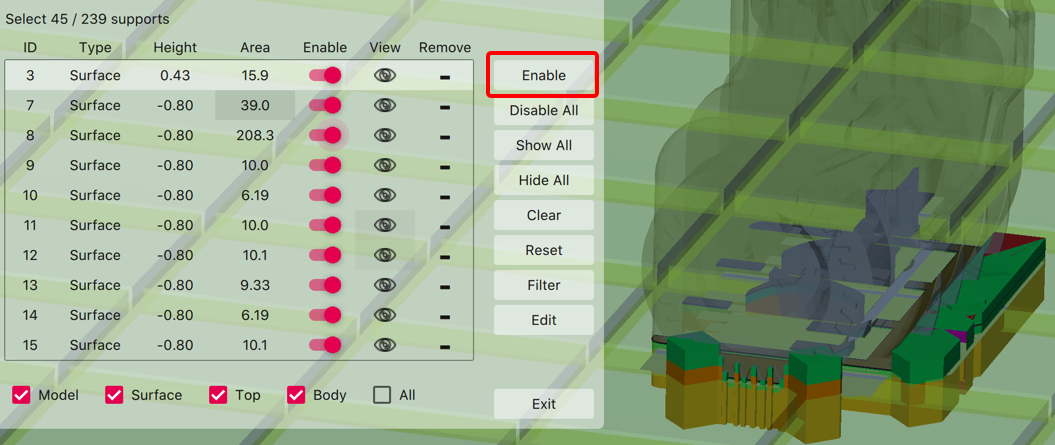
单击“确定”,然后启用所有筛选的支持。
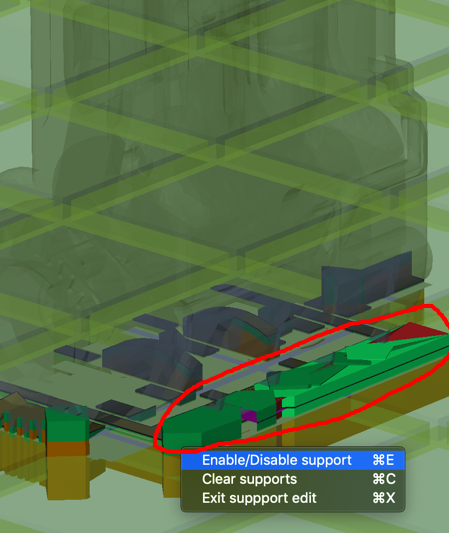
最后删除一些不需要的支持。右键单击不需要的支持并选择“启用/禁用支持”选项。
配置打印设置和支持后,生成的配置应该能够为任何Tiertime机器切片!
评论
0条评论
拜托登录留下评论。